

ਹਾਈ ਸਪੀਡ ਪੇਪਰ ਕੱਪ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ
ਉਤਪਾਦ ਵੀਡੀਓ
ਨਿਰਧਾਰਨ
| ਪੇਪਰ ਕੱਪ ਨਿਰਧਾਰਨ | 4-16oz (100-450 ਮਿ.ਲੀ.) (ਮੋਲਡ ਐਕਸਚੇਂਜਯੋਗ) ਸਿਖਰ: 55-90mm ਉਚਾਈ: 60-135mm ਥੱਲੇ: 55-70mm |
| ਪੇਪਰ ਨਿਰਧਾਰਨ | 150-350 GSM ਸਿੰਗਲ/ਡਬਲ PE ਕੋਟੇਡ ਪੇਪਰ ਜਾਂ PLA ਕੋਟੇਡ ਪੇਪਰ |
| ਉਤਪਾਦਨ ਸਮਰੱਥਾ | 120-150pcs/min |
| ਪਾਵਰ ਸਰੋਤ | 380V 50HZ/60HZ 3ਫੇਜ਼ |
| ਔਸਤ ਪਾਵਰ | 12KW (ਕੁੱਲ ਪਾਵਰ: 18KW) |
| ਹਵਾ ਦੀ ਸਪਲਾਈ ਦੀ ਲੋੜ | ਹਵਾ ਦਾ ਦਬਾਅ: 0.5-0.8Mpa ਏਅਰ ਆਊਟ-ਪੁੱਟ: 0.4cbm/min |
| ਕੁੱਲ ਵਜ਼ਨ | 3500 ਕਿਲੋਗ੍ਰਾਮ |
| ਪੈਕੇਜ ਦਾ ਆਕਾਰ | (L*W*H): 2800*1600*1850mm |
ਮਸ਼ੀਨ ਦਾ ਵੇਰਵਾ
1. ਪੇਪਰ ਕੱਪ ਦੇ ਪੱਖਿਆਂ ਨੂੰ ਹੇਠਾਂ ਚੂਸਿਆ ਜਾਵੇਗਾ ਅਤੇ ਅੱਗੇ ਧੱਕ ਦਿੱਤਾ ਜਾਵੇਗਾ।ਸੀਲਿੰਗ ਸਤਹ ਦੇ 2 ਪਾਸਿਆਂ ਨੂੰ ਪਹਿਲਾਂ ਤੋਂ ਗਰਮ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਪੇਪਰ ਕੱਪ ਬਾਡੀ ਸਲੀਵ ਨੂੰ ਅਲਟਰਾਸੋਨਿਕ ਦੁਆਰਾ ਹਰੀਜੱਟਲ ਬਣਾਉਣ ਵਾਲੇ ਮੋਲਡ 'ਤੇ ਸੀਲ ਕੀਤਾ ਜਾਵੇਗਾ।
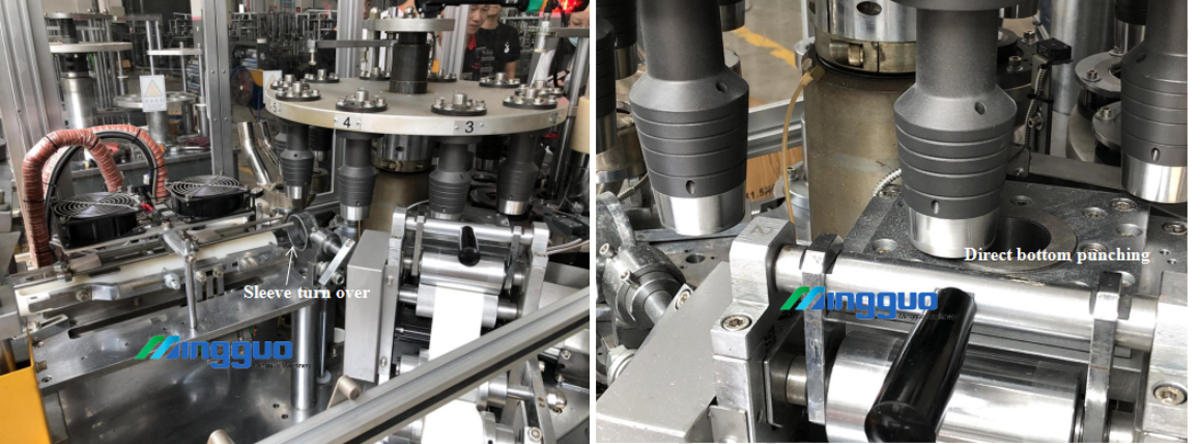
2. ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਡਾਇਰੈਕਟ ਪੇਪਰ ਕੱਪ ਥੱਲੇ ਪੰਚਿੰਗ ਯੰਤਰ ਜੋ ਕਿ ਵਧੇਰੇ ਸਹੀ ਅਤੇ ਕਾਗਜ਼-ਬਚਤ ਹੈ।
3. ਤਲ ਨੂੰ ਪੰਚ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਪੇਪਰ ਕੱਪ ਬਾਡੀ ਸਲੀਵ ਨੂੰ ਸਵੀਕਾਰ ਕਰਨ ਲਈ ਪੇਪਰ ਕੱਪ ਤਲ ਦੇ ਨਾਲ ਕੱਪ ਮੋਲਡ ਨੂੰ ਟ੍ਰਾਂਸਫਰ ਕੀਤਾ ਜਾਵੇਗਾ।ਆਸਤੀਨ ਨੂੰ ਉੱਪਰ ਵੱਲ ਮੋੜ ਦਿੱਤਾ ਜਾਵੇਗਾ ਅਤੇ ਮੋਲਡਾਂ ਵਿੱਚੋਂ ਲੰਘਿਆ ਜਾਵੇਗਾ।

4. ਆਸਤੀਨ ਅਤੇ ਥੱਲੇ ਵਾਲੇ ਮੋਲਡਾਂ ਨੂੰ ਗਰਮ ਹਵਾ ਬੰਦੂਕਾਂ ਦੁਆਰਾ ਦੋ ਵਾਰ ਗਰਮ ਕੀਤਾ ਜਾਵੇਗਾ।ਅਤੇ ਫਿਰ ਸਲੀਵ ਦੇ ਸਿਰੇ ਨੂੰ ਪੇਪਰ ਕੱਪ ਦੇ ਤਲ ਨਾਲ ਸੀਲ ਕਰਨ ਲਈ ਤਿਆਰ ਹੋਣ ਲਈ ਅੰਦਰ ਵੱਲ ਪਹਿਲਾਂ ਤੋਂ ਫੋਲਡ ਕੀਤਾ ਜਾਵੇਗਾ।
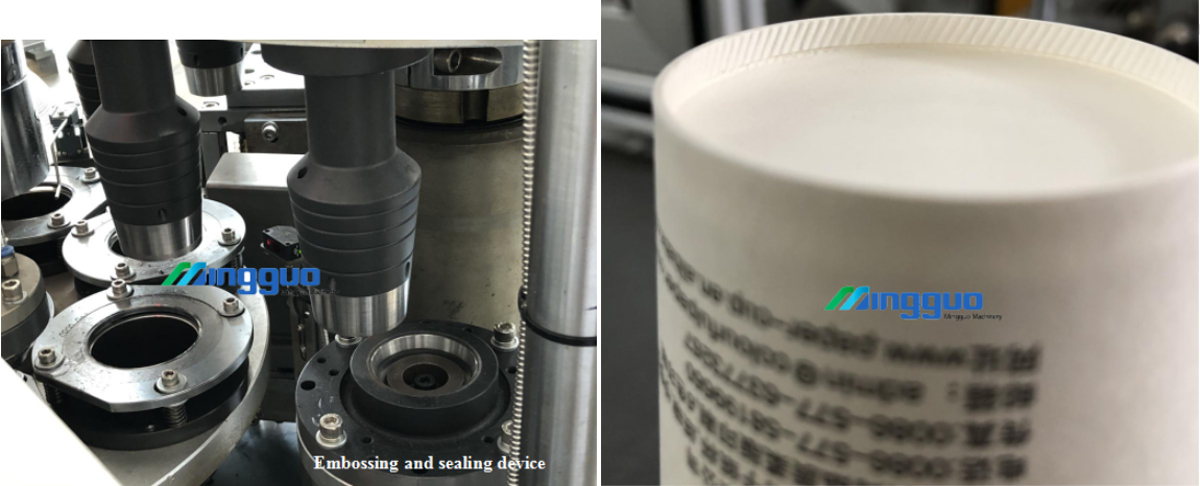
5. ਦੋ ਵਾਰ ਗਰਮ ਹਵਾ ਬੰਦੂਕ ਨੂੰ ਗਰਮ ਕਰਨ ਅਤੇ ਅੰਦਰ ਵੱਲ ਪੂਰਵ-ਫੋਲਡਿੰਗ ਤੋਂ ਬਾਅਦ, ਕਾਗਜ਼ ਦੇ ਕੱਪ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ ਨੂੰ ਐਮਬੌਸਿੰਗ ਅਤੇ ਸੀਲਿੰਗ ਡਿਵਾਈਸ ਦੁਆਰਾ ਪੂਰੀ ਤਰ੍ਹਾਂ ਨਾਲ ਸੀਲ ਕੀਤਾ ਜਾਵੇਗਾ।ਫਿਰ ਚੋਟੀ ਦੇ ਕਰਲਿੰਗ ਬਣਾਉਣ ਲਈ ਚੰਗੀ ਤਰ੍ਹਾਂ ਹੇਠਾਂ ਬਣੇ ਕਾਗਜ਼ ਦੇ ਕੱਪ ਦੂਜੇ ਟਰਨਟੇਬਲ ਵਿੱਚ ਤਬਦੀਲ ਕੀਤੇ ਜਾਣਗੇ।
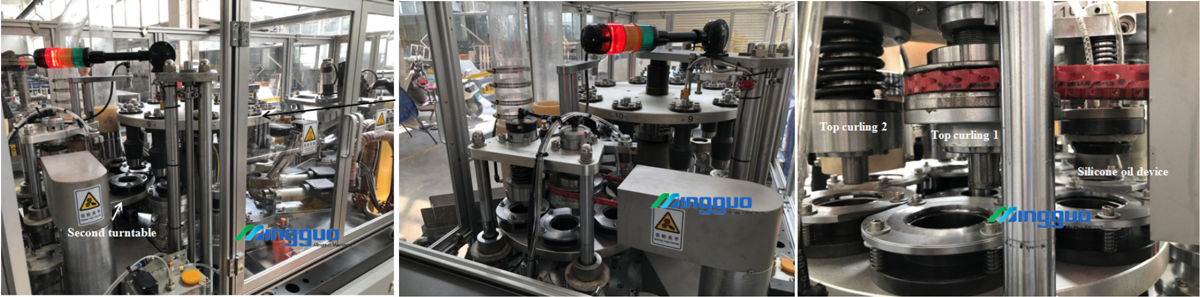
6. ਟੌਪ ਕਰਲਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਕੱਪ ਟਾਪ ਨੂੰ ਫੂਡ ਗ੍ਰੇਡ ਸਿਲੀਕੋਨ ਆਇਲ ਨਾਲ ਗਿੱਲਾ ਕੀਤਾ ਜਾਵੇਗਾ ਤਾਂ ਜੋ ਕਰਲਿੰਗ ਟਾਪ ਪ੍ਰੈਸ਼ਰ ਨੂੰ ਬਰਸਟ ਤੋਂ ਬਚਣ ਲਈ ਚੰਗੀ ਤਰ੍ਹਾਂ ਵੰਡਿਆ ਜਾ ਸਕੇ, ਜਿਸ ਨਾਲ ਪੇਪਰ ਕੱਪ ਦੇ ਸੁਹਜ ਦੀ ਡਿਗਰੀ ਵਿੱਚ ਸੁਧਾਰ ਹੋਵੇਗਾ।
7. ਤੇਲ ਦੇ ਗਿੱਲੇ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਕੱਪ ਦੇ ਸਿਖਰ ਨੂੰ ਦੋ ਵਾਰ ਕਰਲ ਕੀਤਾ ਜਾਵੇਗਾ.ਇੱਕ ਵਾਰ ਕਰਲਿੰਗ ਦੇ ਮੁਕਾਬਲੇ, ਹਾਈ ਸਪੀਡ ਮਸ਼ੀਨ 'ਤੇ ਦੋ ਵਾਰ ਕਰਲਿੰਗ ਵਧੇਰੇ ਢੁਕਵੀਂ ਹੈ ਜੋ ਕੱਪ ਕਰਲਿੰਗ ਨੂੰ ਵਧੇਰੇ ਸੰਖੇਪ ਅਤੇ ਵਧੀਆ ਦਿੱਖ ਵਾਲਾ ਬਣਾਉਂਦੀ ਹੈ।
ਇਸ ਕਦਮ ਲਈ, ਇੱਕ ਕੱਪ ਕੀਤਾ ਗਿਆ ਹੈ.ਕੱਪਾਂ ਨੂੰ ਐਕਰੀਲਿਕ ਪਾਈਪ ਨੂੰ ਕਲੈਕਸ਼ਨ ਟੇਬਲ ਤੱਕ ਉਡਾ ਦਿੱਤਾ ਜਾਵੇਗਾ।ਹਰੇਕ ਸਟੈਕ ਮਾਤਰਾ ਨੂੰ ਗਿਣਿਆ ਜਾਵੇਗਾ।
ਮਸ਼ੀਨ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
1. ਸਪੀਡ: 120-150 ਕੱਪ/ਮਿੰਟ
2. ਇਹ ਮਸ਼ੀਨ ਖੁੱਲ੍ਹੀ ਕਿਸਮ ਦੀ ਰੁਕ-ਰੁਕ ਕੇ ਇੰਡੈਕਸਿੰਗ ਕੈਮ ਵਿਧੀ ਅਪਣਾਉਂਦੀ ਹੈ।
3. ਗੀਅਰ ਟਰਾਂਸਮਿਸ਼ਨ ਅਤੇ ਲੰਬਕਾਰੀ ਧੁਰੀ ਬਣਤਰ ਵੱਖ-ਵੱਖ ਕਾਰਜਾਤਮਕ ਹਿੱਸਿਆਂ ਦੀ ਇੱਕ ਉਚਿਤ ਵੰਡ ਵਿੱਚ ਯੋਗਦਾਨ ਪਾਉਂਦੇ ਹਨ।
4. ਪੂਰੀ ਮਸ਼ੀਨ ਆਟੋਮੈਟਿਕ ਸਪਰੇਅ ਲੁਬਰੀਕੇਸ਼ਨ ਸਿਸਟਮ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਮਸ਼ੀਨ ਦੇ ਹਿੱਸਿਆਂ ਦੇ ਪਹਿਨਣ ਨੂੰ ਘਟਾਉਂਦੀ ਹੈ, ਬਿਨਾਂ ਕਿਸੇ ਰੁਕਾਵਟ ਦੇ ਲੰਬੇ ਸਮੇਂ ਲਈ ਕੰਮ ਕਰਨ ਲਈ ਮਸ਼ੀਨ ਦਾ ਸਮਰਥਨ ਕਰਦੀ ਹੈ.
5. ਪੂਰੀ ਕੱਪ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਨਿਗਰਾਨੀ ਕਰਨ ਲਈ 1 ਮਸ਼ੀਨ 'ਤੇ ਲਗਭਗ 13 ਸੈਂਸਰ
6. ਕਾਗਜ਼ ਦੇ ਕੱਪ ਦਾ ਸਰੀਰ ਅਤੇ ਕੱਪ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ ਨੂੰ ਸਵਿਸ (ਲੇਸਟਰ ਬ੍ਰਾਂਡ) ਹੀਟਰ ਦੁਆਰਾ ਬੰਨ੍ਹਿਆ ਗਿਆ ਹੈ, ਜੋ ਕਿ ਅਡੋਲਤਾ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
7. ਦੋ ਵਾਰ ਕਰਲਿੰਗ, ਪਹਿਲਾ ਇੱਕ ਰੋਟੇਟਿੰਗ ਕਰਲਿੰਗ ਹੈ, ਦੂਸਰਾ ਸਟੀਰੀਓਟਾਈਪ ਨੂੰ ਗਰਮ ਕਰ ਰਿਹਾ ਹੈ, ਜੋ ਪੇਪਰ ਕੱਪ, ਕੱਪ ਦੇ ਮੂੰਹ ਦੀ ਸੁੰਦਰਤਾ ਅਤੇ ਪੇਪਰ ਕੱਪ ਦੇ ਆਕਾਰ ਦੀ ਸਥਿਰਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਦਾ ਹੈ।
8. ਪੀਐਲਸੀ ਅਤੇ ਟੱਚ ਸਕਰੀਨ ਨਿਯੰਤਰਣ ਕੱਪ ਬਣਾਉਣ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਪੂਰੀ ਅਸਫਲਤਾ ਨਿਯੰਤਰਣ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਫੋਟੋਇਲੈਕਟ੍ਰਿਕ ਅੱਖ ਨੂੰ ਅਪਣਾਇਆ ਜਾਂਦਾ ਹੈ.
9. ਸਰਵੋ ਮੋਟਰ ਪੇਪਰ ਫੀਡਿੰਗ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਸੁਧਾਰਦਾ ਹੈ, ਤੇਜ਼ੀ ਨਾਲ ਸਥਿਰ ਚੱਲਦਾ ਹੈ, ਆਟੋਮੈਟਿਕ ਫਾਲਟ ਸਟਾਪ ਨੂੰ ਲਾਗੂ ਕਰਦਾ ਹੈ ਅਤੇ ਲੇਬਰ ਦੀ ਲਾਗਤ ਨੂੰ ਕਾਫੀ ਹੱਦ ਤੱਕ ਘਟਾਉਂਦਾ ਹੈ
ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ
1. ਪ੍ਰਤੀ ਸ਼ਿਫਟ 60,000 ਕੱਪ ਤੱਕ ਉਤਪਾਦਨ ਆਉਟਪੁੱਟ (8 ਘੰਟੇ)
2. ਪਾਸ ਦੀ ਪ੍ਰਤੀਸ਼ਤਤਾ ਆਮ ਉਤਪਾਦਨ ਦੇ ਅਧੀਨ 99% ਤੋਂ ਵੱਧ ਹੈ
3. ਇੱਕ ਆਪਰੇਟਰ ਇੱਕੋ ਸਮੇਂ ਕਈ ਮਸ਼ੀਨਾਂ ਨੂੰ ਸੰਭਾਲ ਸਕਦਾ ਹੈ
ਉਤਪਾਦਾਂ ਦੀਆਂ ਸ਼੍ਰੇਣੀਆਂ


- ਟੈਲੀਫ਼ੋਨ: +86 15858839222
- ਜ਼ੇਂਗ ਸੋਂਗ ਰੋਡ #529, ਵਾਨਕੁਆਨ ਟਾਊਨ, ਪਿੰਗਯਾਂਗ ਸਿਟੀ, ਵੇਨਜ਼ੂ, ਝੀਜਿਆਂਗ ਪ੍ਰਾਂਤ, ਚੀਨ
- zoe@feidamachine.cn



